Servicio de Alineamiento
Servicio de Alineamiento
El alineamiento se hace antes del maquinado o montaje y permite colocar piezas y partes en la posición correcta (ya sea hacia referencias externas, o entre las piezas en sí) : sí permite cambiar la ubicación de las líneas y planos.
En cambio, la verificación geométrica se hace después y verifica la posición final de líneas y planos con respecto a los dibujos y especificaciones del fabricante: no es posible cambiar la ubicación de las líneas y planos.
El alineamiento permite modificar la posición de las piezas y partes, la verificación geométrica no. Por lo tanto, el alineamiento es más importante y usaremos el término “alineamiento” incluyendo al término “verificación geométrica” – pero no a la inversa.
 Alineamiento óptico
Alineamiento óptico
En este caso, se utilizan equipos ópticos: telescopio, escuadras ópticas, espejos, etc.
Ideal para el alineamiento de las mandrinadoras CLIMAX BB5000, ya que éstas usan barras con el mismo diámetro que el telescopio: 2.¼ pulgadas De esta forma, se alinea y controla el posicionamiento de la barra antes del maquinado.
También pueden ser adaptadas a barras de mayor o menor diámetro.
- Ejemplo de trabajos hechos con alineamiento óptico:
-
- Ejemplo de trabajos hechos con alineamiento laser :
-
Descripción del trabajo Reporte Fresado asiento pista KOMATSU CM-02 Fresado asiento brida bomba de refrigeración CM-05
 Alineamiento Laser
Alineamiento Laser
En este caso, se utiliza un laser que emite un rayo o plano, con diferentes sensores que emulan escuadras ópticas, espejos, etc.
Ideal para el alineamiento de piezas grandes y donde la verificación geométrica incluye varias variables (alineamiento, planitud, ortogonalidad, etc).
Genera automáticamente un reporte.
Puede ser adaptado a las más diversas aplicaciones.
Como líneas entendemos a los ejes, ya sean estos físicas (ej: ejes) o imaginarias (ej: trazos de referencia).
Los planos pueden ser rectangulares (ej: mesas), cuadrados o circulares (ej: bridas).
Para verificar los ejes, se toman dos puntos que se ajustan a cero, generando un eje auxiliar de referencia.
Seguidamente se mide la desviación que tiene cada punto con respecto a este eje.
Para verificar los planos, se toman tres puntos que se ajustan a cero, generando un plano auxiliar de referencia.
Para planos rectangulares se toman 3 esquinas, en los planos circulares se toman puntos situados a 120º entre sí. Los puntos restantes mostrarán entonces la desviación que tienen con respecto a este plano de referencia.
Entre los conceptos que se puede verificar, están:
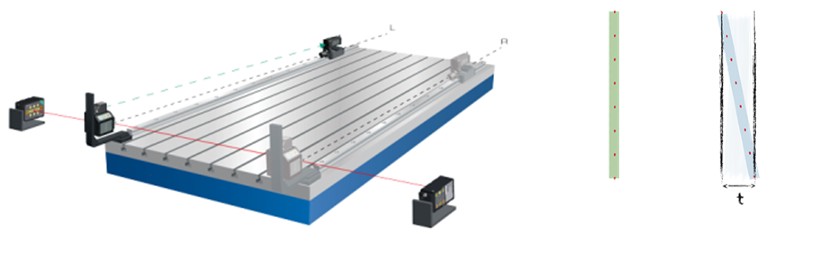
- Rectitud (straightness)
-
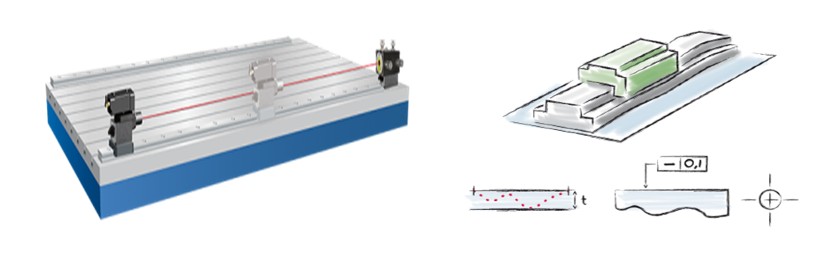
La zona de tolerancia está definida por dos líneas paralelas dibujadas encima y debajo del mejor ajuste de los datos medidos. Las líneas están separadas por la tolerancia (t). Naturalmente, una línea se define por la distancia más corta entre dos puntos. Si tenemos 20 puntos, entonces la línea de “mejor ajuste” es la línea que pasa por estos puntos donde la suma de los errores es mínima. Las líneas de tolerancia se trazan paralelas a esta línea de mejor ajuste.
¿Qué significa medir la rectitud?
Una línea es una curva recta. Medimos la "no rectitud" o la curvatura de algo que parece recto desde la distancia. En aplicaciones de ingeniería, medimos y corregimos la rectitud de los componentes de la máquina.
Por lo general, estamos tratando con una mezcla de todas las siguientes desviaciones: curvatura horizontal, curvatura vertical, discontinuidades de rollo, tornillo y superficie. Dependiendo del método de medición elegido, estas desviaciones serán más o menos visibles y más o menos separables. La adaptación mecánica elegida suele ser tan importante como la tecnología de medición. Buscamos métodos y procedimientos prácticos para medir, corregir y documentar la "falta de rectitud" de los componentes largos de la máquina, como las guías lineales.
- Planitud (flatness)
-
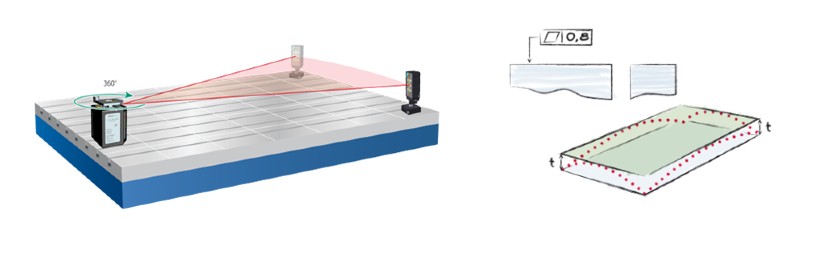
La zona de tolerancia está definida por dos planos paralelos por encima y por debajo del plano de mejor ajuste a través de los datos medidos. Los planos de tolerancia están separados por la tolerancia (t). Como en la línea anterior, si hemos medido 20 puntos el plano de mejor ajuste es el plano donde la suma de los errores (colinas y valles) es mínima.
No se confunda: la planitud de una superficie no hace ninguna referencia sobre el nivel (con respecto a la gravedad) de la superficie. - Nivelación (levelling)
-
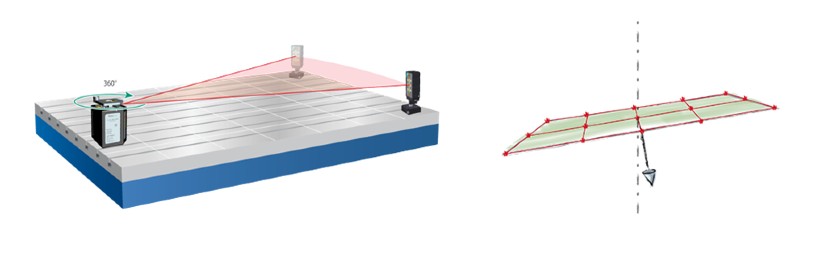
La zona de tolerancia está aquí, como la planitud, definida por dos planos paralelos por encima y por debajo de los datos. La diferencia aquí es que los planos deben ser ortogonales (en ángulo recto) a la gravedad. En términos sencillos: estos puntos medidos se describen como nivel o "en el agua" cuando se encuentran dentro de una tolerancia dada (t) a una supuesta línea de flotación trazada a través de la altura promedio de los puntos.
Primero debemos distinguir entre planitud y nivel. En matemáticas, la planitud de una superficie es el grado en que se aproxima a un plano matemático. A este plano lo llamamos nivel si es, en promedio, ortogonal (en ángulo recto) a la gravedad. (A veces llamado "en el agua"). Así que solo hablamos de que algo esté nivelado si también es muy plano. Para medir la planitud necesitamos un plano de referencia. Para medir el nivel, necesitamos una referencia a la gravedad. Normalmente medimos una matriz de puntos o ángulos e interpolamos entre estas medidas discretas.
- Ángulos rectos de 90° (squareness)
-
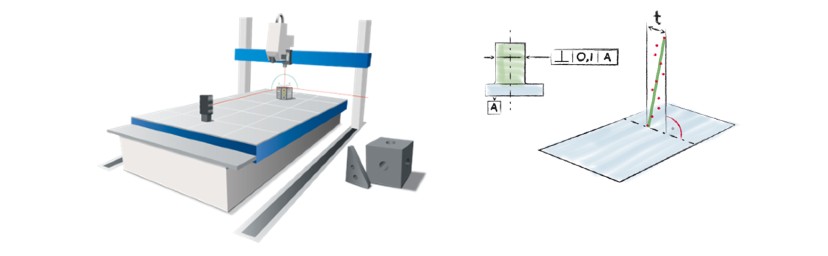
La zona de tolerancia es aquí como la rectitud definida por dos planos paralelos por encima y por debajo de los datos. La diferencia aquí es que las líneas de tolerancia deben ser ortogonales (en ángulo recto) a una línea de referencia. Prácticamente, la línea de referencia está definida por dos puntos o la "línea de mejor ajuste" a través de una gran cantidad de puntos medidos.
- Paralelismo
-
La zona de tolerancia está aquí (como en los ángulos rectos arriba) definida por dos planos paralelos por encima y por debajo de los puntos medidos. La diferencia aquí es que las líneas de tolerancia deben ser paralelas a una línea de referencia. Prácticamente, la línea de referencia está definida por dos puntos o la "línea de mejor ajuste" a través de una gran cantidad de puntos medidos.